İsti Kütük Formalaşdırma Prosesləri üçün İnduksiya Kətan Qızdırıcısını Anlamaq

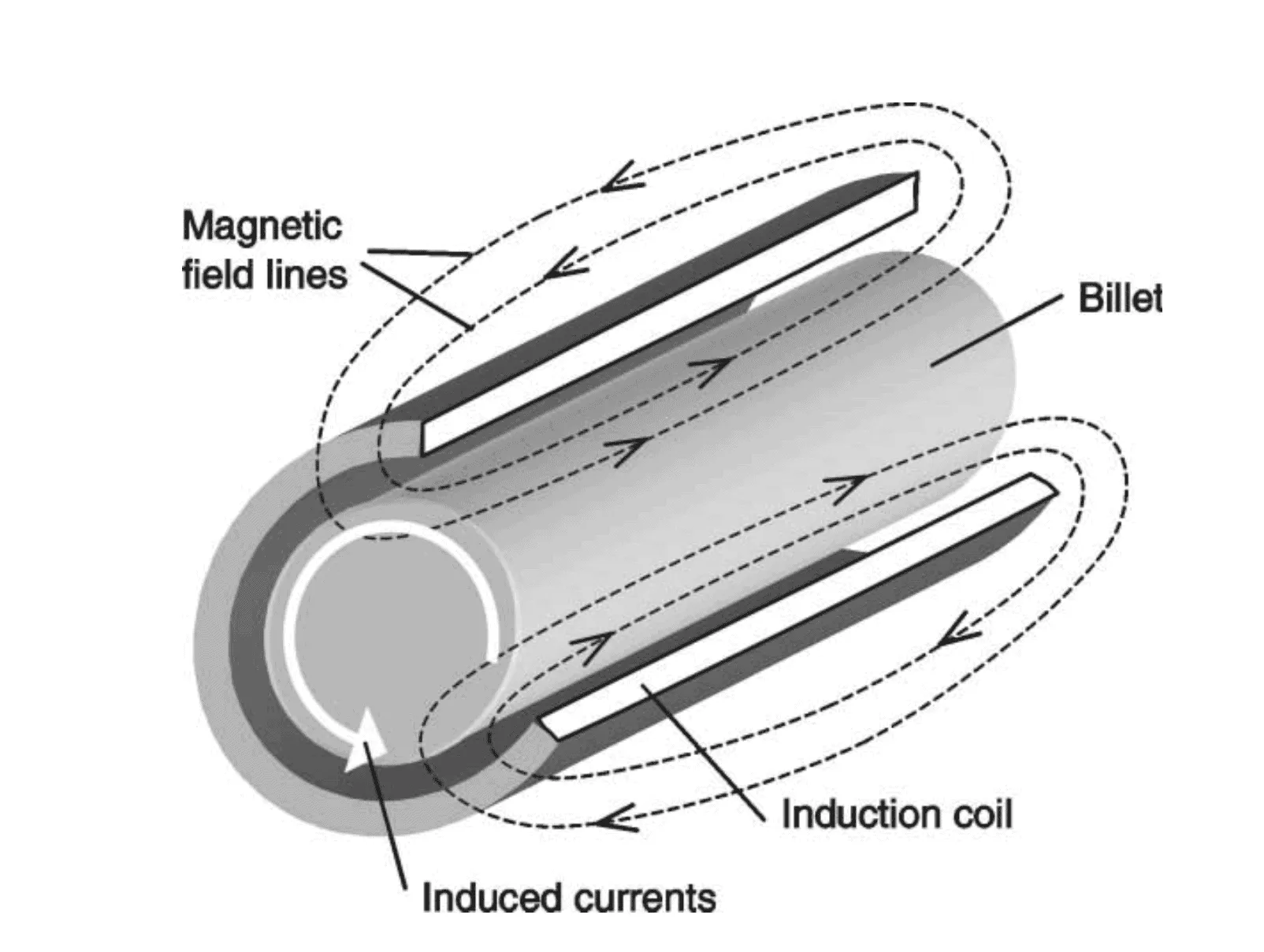
İsti kütük formalaşdırmaq üçün induksiya kütük qızdırıcısı nədir? Bir induksiya kütük qızdırıcısı isti kütük formalaşdırma prosesində istifadə olunan xüsusi bir avadanlıqdır. Metal kütükləri formalaşdırmaq və formalaşdırmaq üçün lazımi temperatura qədər qızdırmaq üçün elektromaqnit induksiyasından istifadə edir. İsti kütük formalaşması prosesi kritik bir aspektdir ... Daha çox oxu