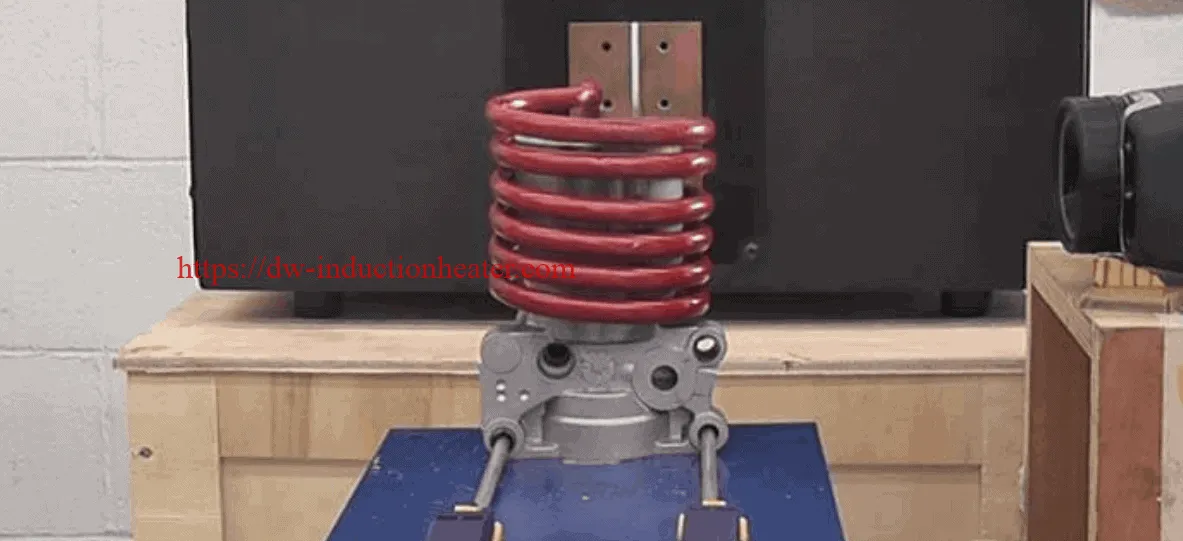
IGBT Isıtma Üniteleriyle İndüksiyon Sarsıntı Uydurma Çelik Boru
Məqsəd Bir polad borunun büzülmə üçün tətbiqi üçün 500-1000 ° F-ə qədər qızdırılması. Fərqli temperaturda ID-nin genişlənməsini (böyüməsini) təyin edin.
Material Polad borular 7 "OD x 4.75" ID x 5 "istilik zonası
İstiliyi ölçmək üçün 'K' termokuplunu yazın
Termal yorğan
Temperatur 500, 800, 1000 ° F (260, 427, 538 ° C)
Tezlik 66 kHz
DW-HF-7.5, 7.5 kW, 150-400 kHz induksiya elektrik təchizatı, iki 1.5 μF kondensator (cəmi 0.75 μF) olan uzaq bir istilik stansiyası ilə təchiz olunmuş avadanlıq
Xüsusi olaraq bu tətbiq üçün dizayn edilmiş və inkişaf etdirilmiş çox növbəli, xüsusi seriyalı paralel induksiya istilik bobini.
Proses İlkin testlər termal yorğan olmadan bir nümunə üzərində tamamlandı. İstiliyi ölçmək üçün mis halqa ilə polad borunun arasında bir termojuft sürüşdürülür. Ölçülmüş hissə
4.940 ”(şəxsiyyət göstəricisi ilə otaq temperaturunda.) Parça təxminən 1000 dəqiqə ərzində 538 ° F (10 ° C) -ə çatır.
Aşağıdakı cədvəldə nəzəri və eksperimental ölçülmüş nəticələr arasında müqayisə göstərilir

Nəticələr / Faydalar Bölmə 4.975 "1000 ° F-də ölçülür və 0.035 genişlənməyə imkan verir" (4.975 mənfi 4.94). 500 və 800 ° F-də genişlənmə sayıları müvafiq olaraq 4.950 və 4.964 idi. İstifadə edərkən
istilik yorğanı istilik müddəti təxminən 90 saniyə azalır (8.5 dəqiqənin əksinə 10 dəqiqə).


