Induction Shrink Fitting
təsvir
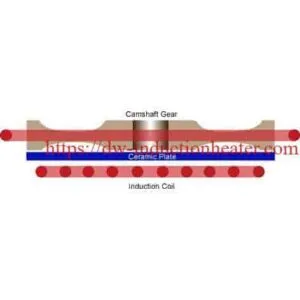
Induction Shrink Fitting
İndüksiyanı dayandırmaq 150 ° C (302 ° F) və 300 ° C (572 ° F) arasındakı metal komponentləri əvvəlcədən istilik üçün indüksiya qızdırıcısı texnologiyasından istifadə etmələrinə aiddir və bununla da genişləndirilməsinə və başqa komponentin çıxarılmasına və ya çıxarılmasına səbəb olur. Tipik olaraq aşağı temperatur aralığı alüminium kimi metallar üzərində istifadə edilir və yüksək temperatur aşağı / orta karbon çeliğindəki kimi metallarda istifadə olunur. Bu proses mexanik xüsusiyyətlərin dəyişməsindən qaçınmaqla, komponentlərin işləməsinə icazə verir. Metaller odur ki, istilik və soyutma üzrə müqaviləyə görə genişlənir; temperaturun dəyişməsinə bu ölçülü cavab termal genişlənmə əmsalı kimi ifadə edilir.
proses
Induksiya istiliyi prinsipini istifadə edən qeyri-əlaqəli isidici prosesdir elektromaqnit induksiyası bir iş parçasında istilik istehsal etmək. Bu vəziyyətdə istilik genişləndirilməsi mexaniki bir tətbiqdə hissələri bir-birinə sığdırmaq üçün istifadə olunur, məsələn, bir buruq, daxili diametrini milin diametrindən biraz kiçikləşdirərək şaft üzərində yerləşdirilə bilər, sonra şaftın üstünə sığana qədər qızdırılır. və şaftın üstünə itildikdən sonra soyumasına imkan verərək 'daralma' vəziyyətinə gəldi. Güclü bir alternativ maqnit sahəsinə keçirici bir material qoyaraq, elektrik cərəyanı metalın içərisində axan və bunun sayəsində I-yə görə istilik yarada bilər.2Materialda R zərərləri. Cari yaranmış əsasən səth təbəqəsində axır. Bu təbəqənin dərinliyi alternativ sahənin tezliyi və materialın keçiriciliyi ilə diktə edilir. Shrink uyğunlaşması üçün endüksiyalı qızdırıcılar iki geniş kateqoriyaya bölünür:
· Şebeke tezlik qurğuları maqnetik nüvələrdən (dəmirdən)
· Katı hal (elektronika) MF və RF İndüksiyonlu qızdırıcılar