
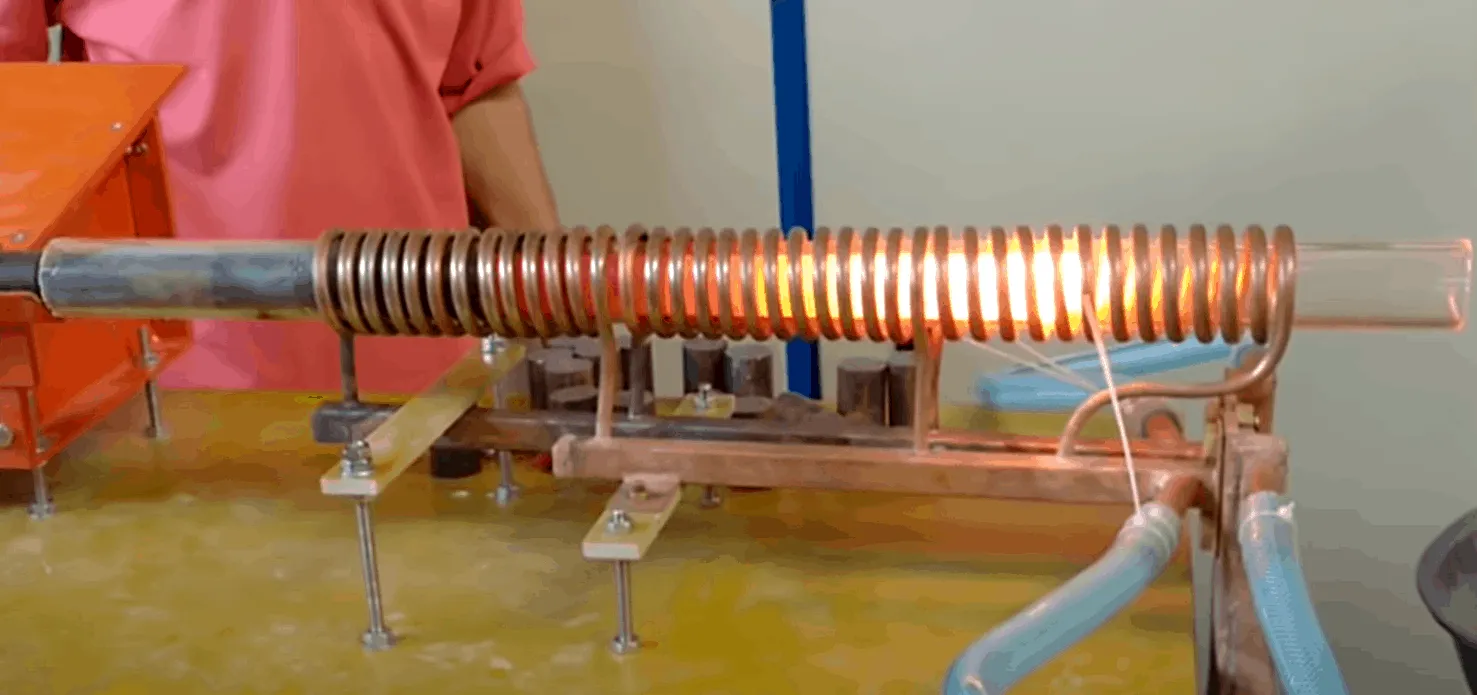
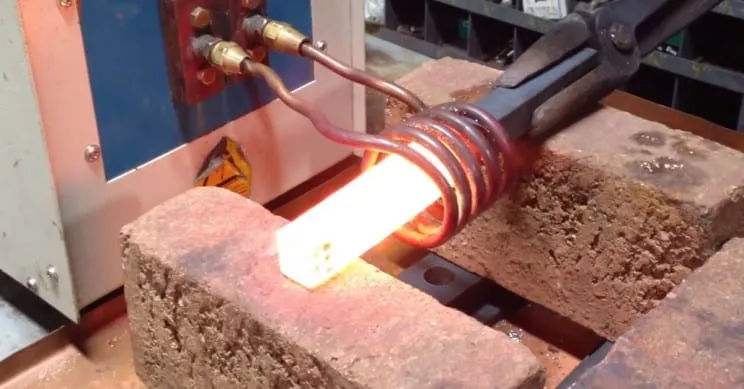
İndüksiyon Ön İstilik Qaynaq Polad Çubuqlar
təsvir
İndüksiyon əvvəlcədən qızdırmalı qaynaq polad çubuqları tətbiqetmələri
Obyektiv Böyük bir avadanlıq istehsalçısı üçün bir qaynaq tətbiqi üçün polad çubuqları 500 ºF (260 ºC) -ə qədər qızdırmaq
Material: Müştəri tərəfindən verilən polad sancaqlar (dəyişir, orta hesabla 2 ”/ 51mm)
Temperatur: 500 ºF (260 ºC)
Tezlik: 100 kHz
Avadanlıq: DW-HF-45kW 50-150 kHz induksiyalı istilik sistemi, səkkiz 1.0 μF kondansatör olan uzaq bir istilik stansiyası ilə təchiz edilmişdir
- Çox növbəli iki növbəli mövqe induksiyalı qızdırıcı bu proqram üçün xüsusi olaraq hazırlanmış və inkişaf etdirilmişdir
İndüksiyon Ön İstilik Prosesi: Polad çubuq bobinə yükləndi və istilik açıldı. Hissə bir dəqiqə ərzində 600 ºF (316 ºC) -ə çatdı. Xarici təbəqənin 30 ºF (500 ºC) -dən aşağı düşməməsini təmin etmək üçün güc söndürüldü və çubuq 260 saniyə ərzində izlənildi.

Tətbiq Laboratoriyasının təcrübələrinə və sınaqlarına əsasən, istilik müddəti nə qədər çox olarsa, bir o qədər az güc tələb olunur.
Əlavə olaraq, istiləşmə müddəti nə qədər uzun olarsa, xarici temperatur 500 ºF-dən yuxarı qalırdı.
Bu işığın içində, iki dəqiqəlik istilik vaxtı olan iki mövqeli bir sarğı ilə 15kW induksiya qızdırıcısından 45kW-a qədər enerji təchizatı mövzusunda əlavə imkanlar var indüksiyalı istilik sistemi dörd mövqeli bir bobin və bir dəqiqə istilik müddəti ilə.
Nəticələr / Faydalar
Həssas istilik: Müştəri alovdan keçməyə baxır, çünki induksiya daha dəqiq, təkrarlanan istilik təklif edə bilər
- Nəfəs alma: İndüksiya, kritik əhəmiyyət kəsb edən bir məşəllə müqayisədə pinə nüfuz edən üstün bir iş görür
qaynaq üçün əvvəlcədən istiləşmə
- Sürət: İndüksiya, məşəl istiləşmə ilə müqayisədə istehsalını artıra biləcək sürətli istiləşməni təmin edir
- Parça keyfiyyəti: Bir məşəl hissəni kövrək hala gətirə bilər ki, bu da induksiyanı sərfəlidir
- İş mühiti: İndüksiyon əvvəlcədən qaynaq iş yerinə bir alovdan daha az istilik gətirən daha etibarlı bir istilik üsuludur




