Döymə üçün induksiyalı isitmə polad lövhə
təsvir
Döymə və isti forma üçün induksiyalı isitmə polad lövhə
Döymə üçün metal induksiyalı isitmə polad lövhə və isti formalaşdırma əla induksiya istilik tətbiqetmələridir. Sənaye İndüksiyon döymə və isti formalaşdırma proseslər deformasiya müqavimətinin zəif olduğu bir temperatura qədər qızdırıldıqdan sonra metal kütlənin bükülməsini və ya formasını verməyi və ya çiçək açmağı əhatə edir. Əlvan material blokları da istifadə edilə bilər. 
Induksiya istilik maşınları və ya adi sobalar ilkin istilik prosesi üçün istifadə olunur. Çömçələr pnevmatik və ya hidravlik itələyici vasitəsilə induktor vasitəsilə nəql edilə bilər; çimdik roller sürücüsü; traktor sürücüsü; ya da gəzən şüa. Kontakt olmayan pirometrlər kütük temperaturunu ölçmək üçün istifadə olunur.
Mexanik zərb presləri, əyilmə maşınları və hidravlik ekstruziya presləri kimi digər maşınlar metalın əyilməsi və ya forması üçün istifadə olunur.
Məqsəd: Bir qaz sobası ilə əvvəlcədən isidilməklə müqayisədə istehsalın artırılması məqsədi ilə bir çapa başı yaratmaq üçün döymədən əvvəl bir polad lövhəni (3.9 "x 7.5" x 0.75 "/ 100mm x 190mm x 19mm) əvvəlcədən qızdırın.
Material: Polad boşqab
Temperatur: 2192 ºF (1200 ºC)
Tezlik: 7 kHz
İndüksiyon istilik avadanlığı: DW-MF-125/100, 125 kVt indüksiyalı istilik sistemi üç 26.8 μF kondansatör olan uzaq bir istilik stansiyası ilə təchiz edilmişdir.
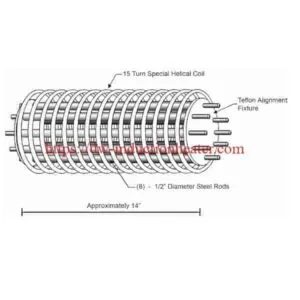
- Bu tətbiq üçün lazımi istiliyi yaratmaq üçün dizayn edilmiş və inkişaf etdirilmiş üç mövqeli, çox növbəli sarmal spiral.
Proses Polad lövhə üç mövqedə çox növbəli sarmal bobinə daxil edildi və enerji təchizatı açıldı. 37 saniyədə ikinci bir paslanmayan polad lövhə və 75 saniyədə üçüncü bir paslanmayan polad lövhə daxil edildi. 115 saniyədə ilk hissə üçün istənilən temperatur əldə edildi və proses davam etdi.
Başlanğıcdan sonra hissələri daxil olduqları ardıcıllıqdan 37 saniyədə bir qızdırıla bilər. Ümumi dövr müddəti 115 ikən
saniyədə, hər 37 saniyədə bir hissə çıxarıla bilər, bu da induksiyanın istənilən istehsal sürətinə çatmasına imkan verir
və qaz sobasının istifadəsi ilə müqayisədə xeyli qazanc əldə edin.

Nəticələr / Faydalar
Daha yüksək istehsal nisbəti: Proses saatda 100 hissə, qaz sobası isə saatda 83 hissə istehsal edir
- Təkrarlanabilirlik: Bu proses təkrarlana bilər və istehsal prosesinə inteqrasiya edilə bilər
- Dəqiqlik və səmərəlilik: İstilik yalnız polad plitələrə tətbiq olunan istilik dəqiq və səmərəlidir
Ən çox istifadə olunan sənaye materiallarının təxminən isti formalaşma temperaturu aşağıdakılardır:
• Çelik 1200º C • Pirinç 750º C • Alüminium 550º C
Ümumi İndüksiyon İsti Forma Ərizələri
İndüksiyon istilik maşınları, polad kütükləri, çubukları, pirinç blokları və titan bloklarını döymə və isti formalaşdırmaq üçün lazımi temperaturda qızdırmaq üçün istifadə olunur.

Qismən Formalaşdırma Tətbiqləri
İndüksiyon istiliyi, qismən formalaşma və döymə prosesləri üçün boru ucları, ox ucları, avtomobil hissələri və çubuk ucları kimi hissələri istiləşdirmək üçün də istifadə olunur.
İndüksiyon istilik üstünlüyü
Adi fırınlarla müqayisə edildikdə, saxta üçün induksiyalı istilik maşınları əhəmiyyətli proses və keyfiyyət üstünlükləri təklif edir:
Isıtma müddətini minimuma endirmək, miqyaslaşma və oksidləşməni minimuma endirmək
Asan və dəqiq bir temperatur istiliyinə nəzarət. Xüsusiyyətlərdən kənar temperaturda olan hissələri aşkar oluna bilər
Fırının lazımi istiliyə qədər sürüşməsini gözləyən heç bir zaman itirmədi
Avtomatlaşdırılmış induksiyalı istilik maşınları minimum əl əməyi tələb edir
İstilik yalnız bir formalaşma sahəsi olan hissələr üçün olduqca vacib olan bir xüsusi nöqtəyə yönəldilə bilər.
Daha böyük istilik səmərəliliyi - istilik hissənin özündə yaranır və böyük bir otaqda istilənməyə ehtiyac yoxdur.
Daha yaxşı iş şəraiti. Havada mövcud olan yeganə istilik hissələrin özləridir. İş şəraiti yanacaq sobası ilə müqayisədə daha xoşdur.