
İndüksiyon Dövmə Çelik Şeridi
təsvir
İndüksiyalaşdırma İstilik Sistemli Dəmir Çelik Şerit İndüksiyon
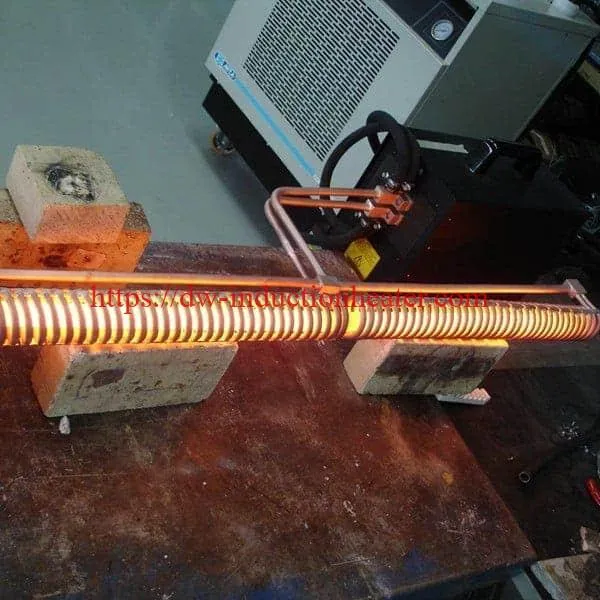
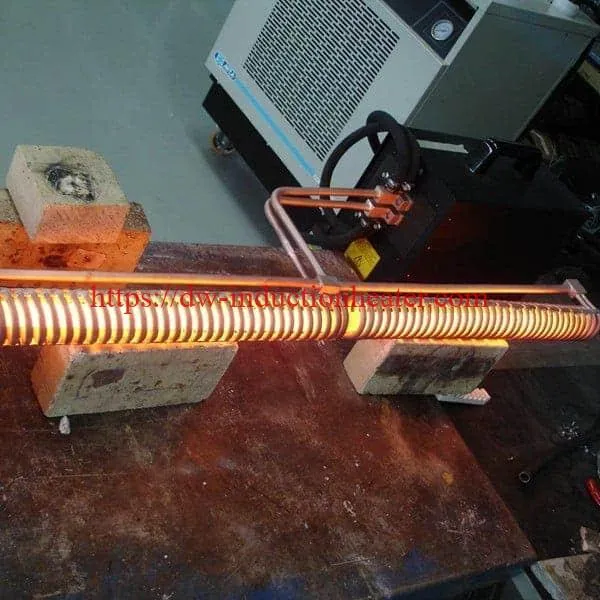
Məqsəd At ayaqqabısı istehsalı üçün döymə prosesindən əvvəl 1025 poladdan bir şeridi 1800 ºF-ə qədər qızdırmaq. Hal-hazırda boşluqlar qazla işləyən sobada kəsilir və qızdırılır, sonra mətbuatda döymə edilir. İndüksiyon bobini yerində olduqda, polad bir rulondan induksiya bobindən və döymə presinə davamlı olaraq veriləcəkdir. Artan istehsal sürətini qarşılamaq üçün 13 ″ polad hissənin istiləşməsi 10 saniyə ərzində baş verməlidir.
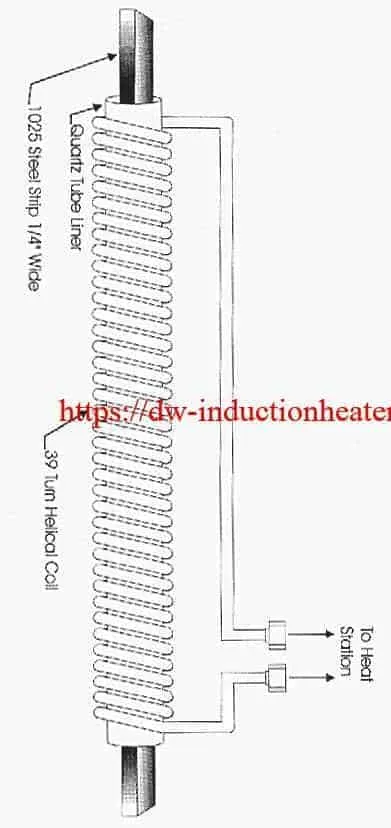
Material 1025 Polad zolaq, təxminən 3/4 "eni və 1/4" qalınlığında.
Temperatur 1800 ºF
Tezlik 50kHz
Avadanlıq DW-HF-60kW, ümumi tutumu 0.5 μF olan bir istilik stansiyası da daxil olmaqla qatı hal induksiya elektrik təchizatı çıxış edir.
Proses Ameritherm 40 kW gücündə çıxan bərk hal induksiya elektrik enerjisinin aşağıdakı nəticələrə effektiv şəkildə nail olduğu aşkar edildi: Nəticələr • 1800 saniyədə 10 ºF əldə edildi.
• Hər 1-5 saniyədə 10 hissədən ibarət istehsal nisbəti təmin edildi.
• Yuxarıda göstərilən nəticələr 39 1/1 ″ ID və 2 11/1 ″ OAL ölçülü 2 döngə sarmal tərzli iş rulonunun istifadəsi ilə əldə edilmişdir.