



maqnit induksiya istilik sistemi
təsvir
IGBT maqnit induksiyalı istilik sistemi
Əsas xüsusiyyətlər:
- IGBT modulu və ters çevirmə texnologiyaları, daha yaxşı performans, daha yüksək etibarlılıq daha az təmir xərcləri;
- 100% iş dövrü, maksimum güc çıxışında davamlı işləməyə icazə verilir;
- Yüksək istilik səmərəliliyinə nail olmaq üçün daimi və ya daimi sabit güc statusu seçilə bilər;
- istilik enerjisinin göstərilməsi və istilik və titrəmə tezliyi;
- Çoxlu ekran funksiyaları, artıq, artıq gərginlik, su çatışmazlığı, faza çatışmazlığı və yararsız oğlanlar və s. göstərilir, maşın məhv edilə bilər və maşınlar asanlıqla təmir edilə bilər.
- quraşdırma üçün sadə, quraşdırma asanlıqla qeyri-peşəkar şəxs tərəfindən edilə bilər, əlaqədar su və güc bir neçə dəqiqədə bitirilə bilər.

- yüngül, kiçik ölçülü.
- fərqli forma və ölçü induksiyalı qızdırıcı müxtəlif hissələri qızdırmaq üçün asanlıqla dəyişdirilə bilər.
- Modelin timer ilə üstünlükləri: istilik dövrünün gücü və istismar müddəti və saxlama müddəti sırasıyla sadə bir istilik əyarı həyata keçirmək üçün hazırlana bilər, bu model təkrarlanmayı yaxşılaşdırmaq üçün toplu istehsal üçün istifadə olunmalıdır.
- ayrılmış modellər çirkli mühitə uyğun olaraq hazırlanıb, generatorun etibarlılığı artırmaq üçün təmiz bir yerə qoyula bilər; ayrılmış traforanın kiçik ölçüsü və yüngülliyi ilə istehsal xəttində istifadə etmək və maşın daxilində asanlıqla yığılmış və ya hərəkət edən mexanizm.
| Seriya | model | Giriş gücü Max | Giriş cari Max | İstiliyin tezliyi | Input Voltaj | Vəzifə dövrü | |
| MF
. |
DW-MF-15 İndüksiyon Jeneratörü | 15KW | 23A | 1KHz-20KHz Ərizə görə | 3phases380V ± 10% | 100% | |
| DW-MF-25 İndüksiyon Jeneratörü | 25KW | 36A | |||||
| DW-MF-35Induction Generator | 35KW | 51A | |||||
| DW-MF-45 İndüksiyon Jeneratörü | 45KW | 68A | |||||
| DW-MF-70 İndüksiyon Jeneratörü | 70KW | 105A | |||||
| DW-MF-90 İndüksiyon Jeneratörü | 90KW | 135A | |||||
| DW-MF-110 İndüksiyon Jeneratörü | 110KW | 170A | |||||
| DW-MF-160 İndüksiyon Jeneratörü | 160KW | 240A | |||||
| DW-MF-300 İndüksiyon Jeneratörü | 300KW | 400A | |||||
| DW-MF-45 İndüksiyalaşdırma İstilik Dübel Fırını | 45KW | 68A | 1KHz-20KHz | 3phases380V ± 10% | 100% | ||
| DW-MF-70 İndüksiyalaşdırma İstilik Dübel Fırını | 70KW | 105A | |||||
| DW-MF-90 İndüksiyalaşdırma İstilik Dübel Fırını | 90KW | 135A | |||||
| DW-MF-110 İndüksiyalaşdırma İstilik Dübel Fırını | 110KW | 170A | |||||
| DW-MF-160 İndüksiyalı Qızdırıcı Çubuq Döymə Ocağı | 160KW | 240A | |||||
| DW-MF-15 İndüksiyon əritmə sobası | 15KW | 23A | 1K-20KHz | 3phases380V ± 10% | 100% | ||
| DW-MF-25 İndüksiyon əritmə sobası | 25KW | 36A | |||||
| DW-MF-35 İndüksiyon əritmə sobası | 35KW | 51A | |||||
| DW-MF-45 İndüksiyon əritmə sobası | 45KW | 68A | |||||
| DW-MF-70 İndüksiyon əritmə sobası | 70KW | 105A | |||||
| DW-MF-90 İndüksiyon əritmə sobası | 90KW | 135A | |||||
| DW-MF-110 İndüksiyonlu ərimləmə sobası | 110KW | 170A | |||||
| DW-MF-160 İndüksiyonlu ərimləmə sobası | 160KW | 240A | |||||
| DW-MF-110 İndüksiyon Sertleştirme Avadanlıqları | 110KW | 170A | 1K-8KHz | 3phases380V ± 10% | 100% | ||
| DW-MF-160Induction Hardening Avadanlıq | 160KW | 240A | |||||
| HF
. |
DW-HF-15 seriyası | DW-HF-15KW | 15KVA | 32A | 30-100KHz | Tək mərhələli 220V | 80% |
| DW-HF-25 seriyası | DW-HF-25KW-A | 25KVA | 23A | 20K-80KHz | 3phases380V ± 10% | 100% | |
| DW-HF-25KW-B | |||||||
| DW-HF-35 seriyası | DW-HF-35KW-B | 35KVA | 51A | ||||
| DW-HF-45 seriyası | DW-HF-45KW-B | 45KVA | 68A | ||||
| DW-HF-60 seriyası | DW-HF-60KW-B | 60KVA | 105A | ||||
| DW-HF-80 seriyası | DW-HF-80KW-B | 80KVA | 130A | ||||
| DW-HF-90 seriyası | DW-HF-90KW-B | 90KVA | 160A | ||||
| DW-HF-120 seriyası | DW-HF-120KW-B | 120KVA | 200A | ||||
| DW-HF-160 seriyası | DW-HF-160KW-B | 160KVA | 260A | ||||
| UH
. F .
|
DW-UHF-4.5KW | 4.5KW | 20A | 1.1-2.0MHz | Tək faz220V ± 10% | 100% | |
| DW-UHF-6.0KW | 6.0KW | 28A | |||||
| DW-UHF-10KW | 10KW | 15A | 100-500KHz | 3phases380V ± 10% | 100% | ||
| DW-UHF-20KW | 20KW | 30A | 50-250KHz | ||||
| DW-UHF-30KW | 30KW | 45A | 50-200KHz | ||||
| DW-UHF-40KW | 40KW | 60A | 50-200KHz | ||||
| DW-UHF-60KW | 60KW | 90A | 50-150KHz | ||||
Applications
1. İstilik (isti döymə, isti montaj və əritmə)
İndüksiyon isti döymə müəyyən temperaturda olan iş parçalarını (müxtəlif materiallar fərqli temperatur tələb edir) zərb presi, döymə maşını və ya digər avadanlıqların köməyi ilə döymə presi vasitəsi ilə digər formalarda hazırlamağı, məsələn saat kassasının, saat flanşının, sapın, qəlibin isti ekstruziyası məqsədi daşıyır. aksessuar, mətbəx və masa əşyaları, sənət əşyaları, standart hissə, bərkidici, hazır mexaniki hissə, bürünc kilid, pərçim, polad sancaq və sancaq.
İsti uyğunlaşma, isti radiasiya və ya isti ərimə prinsipinə əsaslanan müxtəlif metalların və ya metalların qeyri-metallarla istiləşmə yolu ilə birləşməsini, məsələn, kompüter radiatorunun mis nüvəsinin alüminium təbəqə və hoparlör şəbəkəsi ilə, qaynaqlanmış polad və plastik birləşmələrlə qaynaq edilməsini nəzərdə tutur. boru, alüminium folqa sızdırmazlığı (diş pastası qabığı), motor rotoru və borulu elektrikli istilik elementinin möhürlənməsi.
Eritmə, əsasən dəmir, polad, mis, alüminium, sink və eləcə də müxtəlif nəcib metalların əridilməsində tətbiq olunan yüksək temperaturdan istifadə edərək metalı maye halına gətirməyi hədəfləyir.
2. İstilik müalicəsi (səthi söndürmək)
Pense, açar, çəkic, balta, vida alətləri və qayçı (meyvə bağçası qayçı) kimi müxtəlif aparat və alətlər üçün söndürün.
Krank mili, birləşdirici çubuq, piston pimi, zəncir çarxı, alüminium təkər, vana, qayalı qol şaftı, yarı ötürücü şaft, kiçik şaft və çəngəl kimi müxtəlif avtomobil və motosikl armaturlarını söndürün. Ötürücü və baltalar kimi müxtəlif elektrikli alətlər.
Torna göyərtəsi və istiqamətləndirici ray kimi dəzgahlar üçün söndürün.
Şaft, dişli (zəncir çarxı), kam, əyləc və qısqac kimi müxtəlif metal hissələri və işlənmiş hissələr üçün söndürün.
Kiçik ölçülü kalıb, qəlib aksesuarı və kalıbın daxili çuxuru kimi aparat qəliblərini söndürün.
3. Qaynaq (lehim qaynağı, gümüş lehimləmə və lehimləmə)
Almaz aləti, aşındırıcı alət, qazma aləti, yüngül lehimli testere bıçağı, sərt yüngül lehimli kəsici, freze, bıçaq, planlaşdırma aləti və möhkəm mərkəz ucluğu kimi müxtəlif aparat kəsmə alətlərinin qaynağı.
Müxtəlif texniki mexaniki cihazın qaynaqlanması: Gümüş lehimləmə və Indüksiyon lehimleme hardware tualet və mətbəx məhsulları, soyuducu mis armatur, lampa bəzək armaturu, həssas kalıp armaturu, aparat sapı, yumurta çırpıcısı, yüngül lehimli polad və polad, polad və mis ilə mis və mis kimi eyni növ və ya müxtəlif növ metallardan.
Qarışıq qazan altındakı qaynaq əsasən dairəvi, kvadrat və digər düzensiz düz qazan altındakı lehim qaynaqlarına tətbiq olunur. Digər metalların düz lehim qaynağı üçün də tətbiq olunur.
Elektrikli isti su çaydanının istilik diskinin qaynaqlanması əsasən paslanmayan poladdan düz bazanın, alüminium təbəqənin və müxtəlif formalı borulu elektrikli qızdırıcı elementlərin lehimli qaynağına aiddir.
3. Annealing (temperatur və modulyasiya)
Paslanmayan polad hövzəsi, tavlanmış və ekstrüde edilmiş qutu, tavlanmış qatlanmış kənar, tavlanmış lavabo, paslanmayan polad boru, süfrə və fincan kimi müxtəlif paslanmayan polad məhsulların tavlanması.
Golf topu başlığı, işarə, pirinç kilid, aparat mis armaturu, mətbəx bıçağı sapı, bıçaq, alüminium tava, alüminium küp, alüminium radiator və müxtəlif alüminium məhsullar kimi müxtəlif metal iş parçalarının tavlanması.
Induksiya istilik prinsipi
Tezlik çevirmə elektromaqnit induksiyalı istilik və ya qısaca induksiya isitmə, elektromaqnit induksiya prinsipinə əsaslanan güc frekanslı enerji təchizatı spesifik aralığa çevrilərək metal materialların istiləşməsi üçün bir üsuldur. Əsasən metal isti işləmə, istilik müalicəsi, qaynaq və ərimə üçün tətbiq olunur. Bu tip istilik texnikası qablaşdırma sənayesində (tibb və qida sənayesində istifadə olunan alüminium folqa möhürlənməsi kimi), yarımkeçirici materialda (ekstrüde edilmiş monokristalli silikon və avtomatik şüşə üçün qızdırılan yapışdırıcı metal hissələr kimi) də tətbiq olunur. 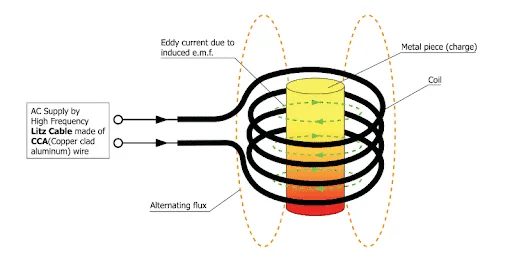
İndüksiyon istilik sisteminin əsasları induksiya bobini, AC güc mənbəyi və iş parçaları daxildir. İndüksiyon bobini, müxtəlif qızdırılan obyektlərə görə fərqli formalarda düzəldilə bilər. Bobin bobin üçün alternativ cərəyan təmin edən enerji mənbəyi ilə əlaqələndirilir. Bobinin sahib olduğu alternativ cərəyan, istiləşmə ilə tələb olunduğu kimi girdab axını yaratmaq üçün iş parçaları arasından keçən alternativ bir maqnit sahəsi yarada bilər.
Manetik induksiya istilik sisteminin üstünlükləri
- Tez istilik: minimum istilik dərəcəsi 1 saniyədən azdır (tənzimləmə və nəzarət üçün istilik dərəcəsi mövcuddur).
- Isıtmanın geniş əhatə dairəsi: müxtəlif metal hissələri qızdırmaq üçün istifadə edilə bilər (fərqli işləmə açarlarına uyğun olaraq çıxarıla bilən induksiya bobini dəyişdirin).
- Easy quraşdırma: enerji mənbəyi, induksiya bobini, həmçinin su təchizatı borusu və yüksələn boru ilə birləşdirildikdən sonra istifadə edilə bilər; ölçüsü kiçik və çəkisi azdır.
- Easy əməliyyat: bir neçə dəqiqə ərzində işləməyi öyrənə bilərsiniz.
- Sürətli başlanğıc: su və enerji təchizatı mövcud olduğu təqdirdə istiləşmə əməliyyatına başlana bilər.
- Aşağı enerji istehlakı: Adi vakuum borusu yüksək tezlikli avadanlıqlarla müqayisədə gücü təxminən 70% saxlaya bilər. İş parçasının ölçüsü nə qədər kiçik olsa, daha az enerji istehlakı olardı.
- Yüksək effektivlik:vahid istiləşmə (iş parçasının hər hissəsinin tələb etdiyi uyğun temperaturu təmin etmək üçün induksiya bobininin arasını tənzimləmək tətbiq olunur), sürətli istiləşmə və məhdud oksik üfüqü kimi xüsusiyyətlərə malikdir və tavlandıqdan sonra hər hansı bir tullantıdan qoruya bilər.
- Hərtərəfli qoruma:aşırı təzyiq, aşırı cərəyan, ısınma və su çatışmazlığı siqnalları ilə yanaşı avtomatik nəzarət və qoruma kimi funksiyalara malikdir.
- Nəzarət olunan istilik: Əvvəlcədən istilənilən vaxta uyğun olaraq iş parçalarının istiləşməsi üçün temperaturun idarə olunması və bununla da müəyyən bir texniki nöqtədə istiləşmə istiliyinin idarə edilməsi tətbiq olunur.
- Hərtərəfli tam yük dizaynı: 24 saat fasiləsiz işləyə bilər.
- Kiçik ölçülü və yüngül çəki: yalnız bir neçə on kiloqram ağırlığa sahibdir, bunlardan məhdud mərtəbə sahəsi emalatxana yerini səmərəli saxlaya bilər.
- Yüksək gərginliyin aradan qaldırılması: təxminən on min gərginlik yarada bilən və beləliklə maksimum təhlükəsizliyi təmin edə bilən gücləndirici transformator tələb olunmur.




