İnduksiya ilə lehimləmə mis dövrə birləşmələri: Etibarlı və Effektiv Birləşmə Metodu
İnduksiya lehimli mis dövrə birləşmələri mis komponentləri dəqiqlik və möhkəmliklə birləşdirmək üçün yüksək effektiv üsuldur. Proses istifadəni əhatə edir indüksiyalı istilik sistemi birbaşa mis materialın daxilində istilik yaratmaq, birləşmə sahəsinin lokallaşdırılmış və idarə olunan istiləşməsinə imkan verir. Bir qayda olaraq mis əsaslı ərinti olan lehimləmə doldurucu metal daha sonra qızdırılan birləşməyə daxil edilir, əriyir və güclü, davamlı bir əlaqə yaratmaq üçün boşluğa axır. İnduksiyalı lehimləmə sürətli isitmə, minimal təhrif və fərqli metalları birləşdirmək imkanı daxil olmaqla bir sıra üstünlüklər təklif edir. Mis dövrə birləşmələrini lehimləmək üçün etibarlı və səmərəli üsul axtarırsınızsa, induksiya lehimləmə yoludur.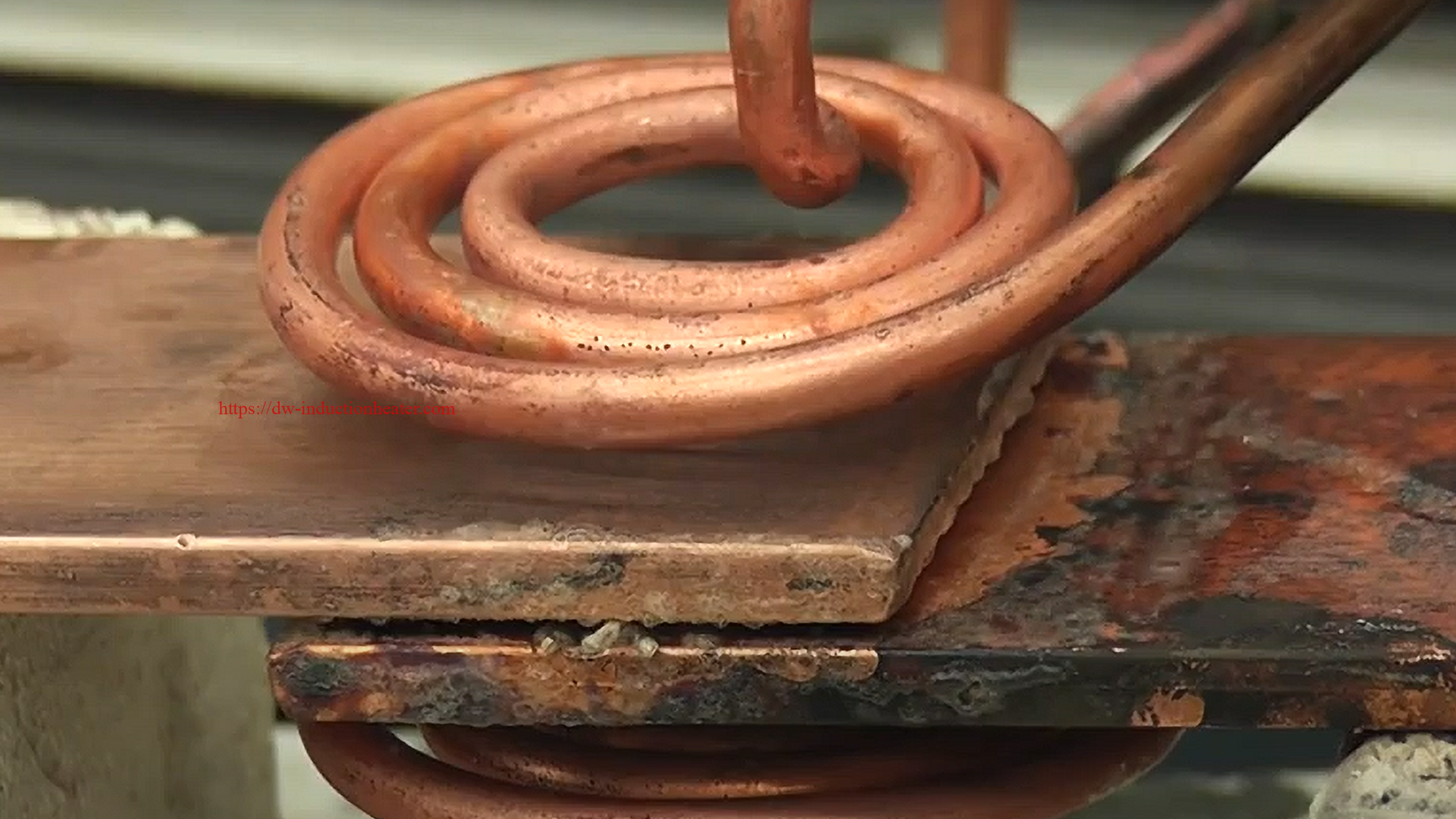
1. İnduksiya lehimləmə Mis Lap Derzlərinin Üstünlükləri
1.1. Dəqiq İstilik Nəzarəti: İnduksiyalı lehimləmə dəqiq və lokallaşdırılmış isitməyə imkan verir, ətraf ərazilərə termal ziyan vurma riskini minimuma endirir. Bu, həssas mis komponentləri və ya mürəkkəb həndəsələri olan birləşmələrlə işləyərkən xüsusilə vacibdir.
1.2. Artırılmış Səmərəlilik: İnduksiya ilə isitmə sürətli və səmərəlidir, çünki bütün montajı əvvəlcədən qızdırmağa ehtiyac olmadan iş parçasını birbaşa qızdırır. Bu, enerji istehlakının azalmasına, dövrə müddətlərinin qısalmasına və məhsuldarlığın artmasına səbəb olur.
1.3. Daha Güclü Derzlər: İnduksiya lehimləmə əla birləşmə gücünə malik yüksək keyfiyyətli birləşmələr istehsal edir. İdarə olunan isitmə prosesi vahid isitmə və düzgün doldurucu metal axını təmin edir, nəticədə möhkəm və etibarlı əlaqələr yaranır.
1.4. Təmiz və ətraf mühitə uyğun: İnduksiyalı lehimləmə açıq alov və ya məşəllərə ehtiyacı aradan qaldırır, çirklənmə riskini minimuma endirir və daha təhlükəsiz iş mühiti yaradır. Bundan əlavə, zərərli buxarların və çirkləndiricilərin əmələ gəlməsini azaldır və onu ekoloji cəhətdən təmiz bir seçim edir.
2. Mis ətək birləşmələri üçün induksiya lehimləmə prosesi
2.1. Hazırlanması: Kir, yağ və ya oksid təbəqələri kimi çirkləndiriciləri təmizləmək üçün mis səthləri hərtərəfli təmizləyin. Bu, optimal birləşməni təmin edir və oynaqda qüsurların qarşısını alır.
2.2. Doldurucu Metal seçimi: Mis ilə uyğun gələn və xüsusi tətbiqinizə uyğun lehimləmə doldurucu metal seçin. Gümüş əsaslı ərintilər, məsələn, gümüş-mis-fosfor və ya mis-fosfor ərintiləri mis lehimləmə üçün adətən istifadə olunur.
2.3. Birgə Quraşdırma: Mis hissələri sıx uyğunluğu təmin edərək dövrə birləşmə konfiqurasiyasında yerləşdirin. Lehimləmə zamanı hissələrin bərkidilməsi üçün armaturlar və ya sıxaclar istifadə edilə bilər.
2.4. Flux Tətbiqi: Birgə sahəyə uyğun bir flux tətbiq edin. Flux oksid təbəqələrini çıxarır, doldurucu metalın nəmlənməsini təşviq edir və istilik zamanı oksidləşmənin qarşısını alır. Mis lehimləmə üçün xüsusi olaraq hazırlanmış bir axını seçin.
2.5. İnduksiya ilə isitmə: Mis qurğusunu induksiya sarğısının içərisinə yerləşdirin, birləşmə sahəsinin istilik zonası daxilində olmasını təmin edin. İstehsalçı təlimatlarına və mis hissələrin ölçüsünə/qalınlığına əsasən induksiya isitmə sisteminin gücünü, tezliyini və parametrlərini tənzimləyin.
2.6. Doldurucu Metal Giriş: Birləşmə sahəsi lehimləmə temperaturuna çatdıqdan sonra doldurucu metalı təqdim edin. Əvvəlcədən yerləşdirilmiş doldurucu tel şəklində ola bilər və ya birbaşa lehimləmə pastası və ya toz kimi tətbiq oluna bilər. İnduksiya prosesindən gələn istilik doldurucu metalı əridir, onun birləşməyə axmasına imkan verir.
2.7. Soyutma və Təmizləmə: Doldurucu metal birləşməni tamamilə doldurduqdan sonra gücü söndürün və birləşmənin təbii şəkildə soyumasına icazə verin. Soyuduqdan sonra müvafiq təmizləmə üsullarından istifadə edərək lehimli birləşmədən hər hansı qalıq axını və ya oksidi çıxarın.
3. İnduksiya lehimləmə Mis Lap Derzlərinin Tətbiqləri
3.1. Elektrik və Elektronika Sənayesi: İnduksiya lehimləmə etibarlı elektrik keçiriciliyi və mexaniki qüvvə tələb edən elektrik birləşdiriciləri, motor sarğıları, transformatorlar və müxtəlif elektron komponentlərin istehsalında geniş istifadə olunur.
3.2. HVAC və Soyuducu: Kondisioner, soyuducu və istilik dəyişdirici sistemlərində mis boru birləşmələri tez-tez istifadə olunur Indüksiyon lehimleme səmərəliliyi, dəqiqliyi və ardıcıl keyfiyyətinə görə.
3.3. Avtomobil və Aerokosmik: İnduksiya lehimləmə avtomobil istiliyinin istehsalında istifadə olunur
dəyişdiricilər, yanacaq sistemləri və aerokosmik komponentlər tələb olunan şərtlərdə etibarlı performansı təmin edir.
3.4. Santexnika və Boru Armaturları: Mis santexnika armaturları, klapanlar və boru birləşmələri induksiyadan istifadə edərək səmərəli və effektiv lehimlənə bilər, sızdırmaz əlaqələri və uzun xidmət müddətini təmin edir.
Nəticə
İnduksiya lehimli mis dövrə birləşmələri iki mis parçanın birləşdirilməsinin yüksək səmərəli və təsirli üsuludur. Proses, birləşmə sahəsini qızdırmaq, doldurucu metalı əritmək və mis parçaları arasında güclü bir əlaqə yaratmaq üçün induksiya istilik sistemindən istifadə etməyi əhatə edir. Bu texnika bir sıra üstünlüklər təklif edir, o cümlədən dəqiq və lokallaşdırılmış isitmə, minimal təhrif və daha sürətli isitmə dövrləri. İnduksiyalı lehimləmə həm də təmiz və çirklənmədən birləşməni təmin edir, nəticədə üstün keyfiyyət və möhkəmlik əldə edilir. Santexnika, elektronika və ya hər hansı digər mis tətbiqləri üçün lehimləmə tələb olunmağınızdan asılı olmayaraq, təcrübəli texniklərimiz etibarlı və davamlı həllər təqdim etməyə hazırdır. Xüsusi ehtiyaclarınıza cavab verən qüsursuz və möhkəm birləşmə prosesi üçün induksion lehimləmə mis dövrə birləşmələrindəki təcrübəmizə etibar edin.