Induction Lehim Paslanmayan Poladdan Alətlər
təsvir
RF İstilik Avadanlıqları ilə Induction Brazing Paslanmaz Polad Vasitələri
Tədqiqat məqsədi
Endüksiyalı isitmə ilə diş profilində hazırlanan jet montajında üç oynaqların yuyulması üçün; məhsulun davamlılığını artırmaq və dövrün vaxtını azaldır.
Hissələr və materialların təsviri
Paslanmayan polad prophy burun parçası, iki boru, boru dəstəyi yaxası, yüngülən xəlitəli üzüklər, B1 flux
İstilik tələb olunur
1400 ° F
Induksiya istilik avadanlığı
DW-UHF-4.5kW RF Induction Heating Power Supply, xüsusi dizayn edilmiş endüktör (bobin)
Əməliyyat tezliyi
400 kHz
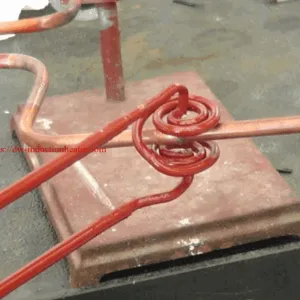
İstilik Proseduru
İlkin testlər zaman-temperatur və istilik profilləri qurmaq üçün aparılmışdır. İki mərhələli bir prosesin optimum nəticə verəcəyini təyin etdi. Bu ərizə üçün birgə sahələrə hətta istilik çatdırmaq üçün xüsusi olaraq hazırlanmış dörd növlü, ikiqat yarılmış helikal induktor istifadə edilmişdir. İki boru, boru dəsti yaxası və burun parçası yığılmış və müvəqqəti qurğularla keçirilmişdir. Brazeli yüngül lehimli zəncirlər yerləşdirilib və bütün toplantıya nazik bir B1 axını tətbiq olundu. Isıtma prosesinin ilk mərhələsində montajın yuxarı boru ucu istilik zonasına yerləşdirilib və indüksiya enerjisi 10 saniyə verildi. Mərhələ 2-də toplantı tərs döndü və topun alt ucu əlavə 10 saniyəyə qədər qızdırıldı. Quraşdırma sonra qaldırıldı, axını çıxarmaq üçün isti suya batırdı və isti havada qurudu.
Nəticə
Davamlı, təkrarlanabilen nəticələr DW-UHF-4.5kW enerji təchizatı və 10 ikinci istilik dövrü ilə əldə edilmişdir. Hər bir qarışqa şlanqı hətta filet ilə möhürlənmişdir