IGBT endüksiyalı qızdırıcı ilə isti başlıq üçün endüksiyalı isidici polad hissəsi
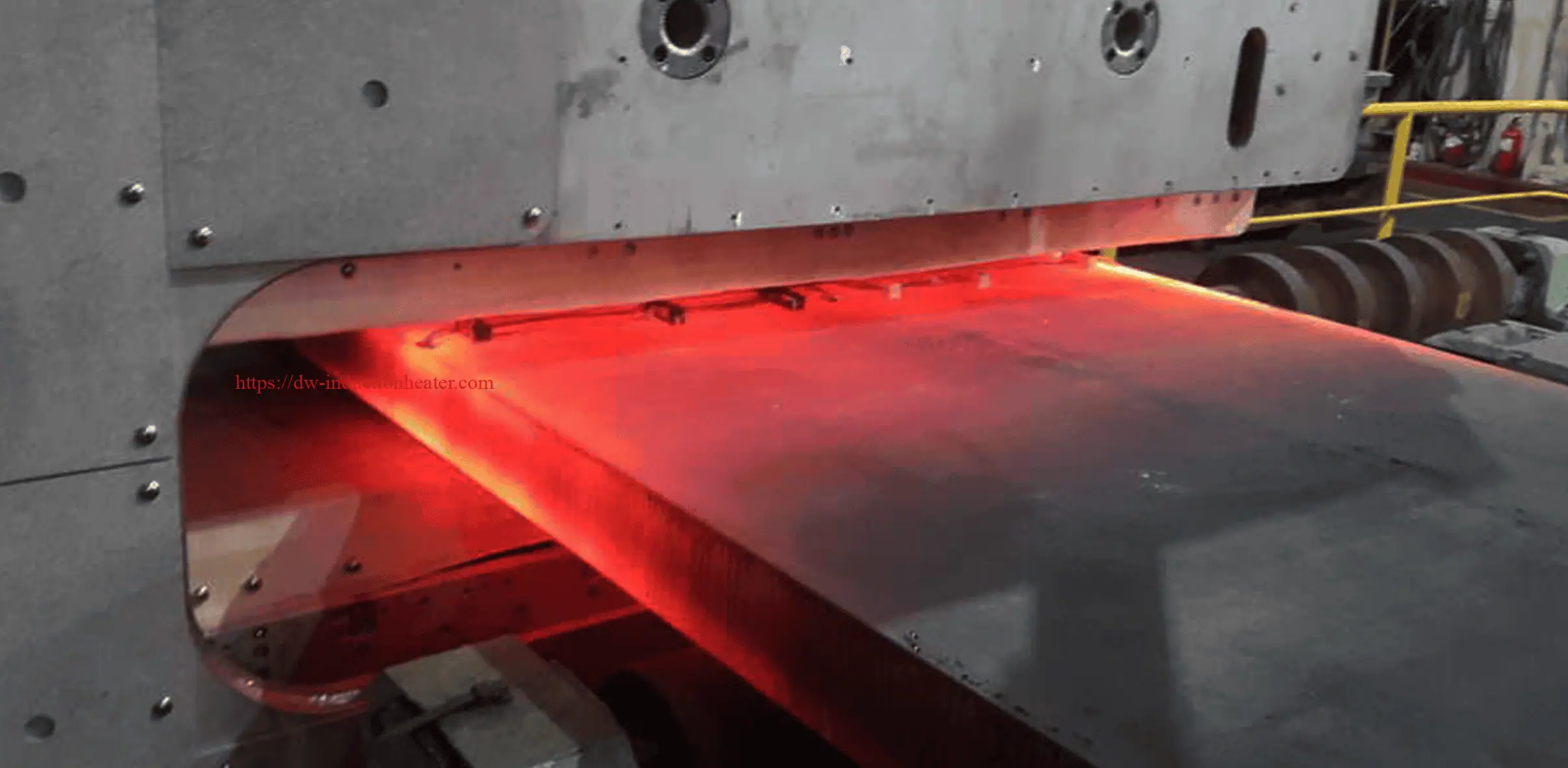
Məqsəd İsti başlıq tətbiqi üçün polad hissələri 1900ºF (1038ºC) -ə qədər qızdırın
Material 7 / 16 "(11.11mm) OD və seramik parça ilə polad hissələr
Sıcaklık 1900 ºF (1038ºC)
Tezlik 440 kHz
Avadanlıqlar • DW-UHF-6kW induksiyalı istilik sistemi, bir ədəd 0.66μF kondansatör olan uzaq iş başlığı ilə təchiz edilmişdir.
• Bu tətbiq üçün xüsusi olaraq hazırlanmış və inkişaf etdirilmiş bir induksiya istilik bobini.
Proses, hissənin 0.75 ”(19mm) hissəsini 1900ºF (1038ºC) -ə 7.5 saniyəyə qədər qızdırmaq üçün keramika daxilolma ilə dörd növbəli bir sarmal bobin istifadə olunur. Seramik bir parça budur ki, hissə içəri girməsin
bobinlə əlaqə saxlayın.
Nəticələr / üstünlüklər İndüksiyonlu istilik təmin edir:
• İstehsal üçün heç bir operator bacarığı tələb olunmayan əlsiz istilik
• İstiliyin iş parçasına dəqiq və tutarlılıqla birbaşa tətbiqi
• Hətta istilik paylanması
• Aşağı təzyiq və minimal qalıq hissə stressi


